
15516900317
微信同號,歡迎咨詢
凸輪軸通常置于軸端部,一般長度在300-700mm。其鍛造方法大致有平鍛機、螺旋壓力機、油壓機鍛造三種方法。今天我們主要說一下利用電動螺旋壓力機技能凸輪軸的鍛造。電動螺旋壓力機鍛造的工藝流程有鐓粗、終鍛、切邊。

1.鐓粗
鐓粗工藝類似于平鍛機工藝,但其積聚體積比平鍛機鍛造的要少,其原因是凸輪軸螺旋壓力機模鍛成形飛邊較小。凸輪軸較長,在螺旋壓力機上不可實現鐓粗工藝,所以在生產線上要配備鐓粗設備,一般配備油壓機或其他壓力機。由于壓力機鐓粗制坯,可使用閉式模具,因此模具容易設計,鍛造操作比較簡單,鐓粗制坯不會出現平行于桿部的軸向飛邊,并且鐓粗制坯也比平鍛機飽滿,有利于下一工步順利實現。但是鐓粗模具型腔體積應比鍛件計算理論體積大8%,由于是閉式制坯,防止再鐓粗圓的斷面出現毛刺。
2.終鍛
終鍛凸輪軸水平放置,模具具有飛邊橋部和倉部。對鐓粗制坯要求體積不能太多,否則會形成折疊;若鐓粗制坯體積太小,成形的凸輪軸不飽滿,所以制坯工藝非常重要。由于凸輪軸較長,所以要設計一個特殊裝置以保證鍛造時凸輪軸坯料不沿其軸線方向流動。由于此裝置要保證終鍛時鍛件不能沿凸輪軸軸線方向流動,凸輪軸成形才能控制其長度,利于汽車零件大批量生產,否則會給機械加工帶來困難,加大機械加工成本。
3.切邊
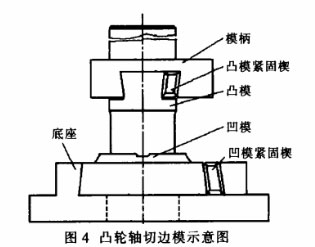
由于凸輪軸較長,所以切邊模不同于普通切邊模,較長凸輪軸鍛件為切邊模具設計帶來的麻煩。其主要是切邊模的強度問題,需要把切邊模鑲在一個較厚底座內,以防止切邊時切邊模沿垂直于凸輪軸軸線方向裂開。同時設計切邊模具時要考慮鍛件出模問題,并使操作方便。模座最好選用40Cr、切邊模具使用H13模具鋼等。
電動螺旋壓力機鍛造凸輪軸生產效率較高,模具費用較低,鍛件飛邊較小,所以是鍛造凸輪軸較理想工藝。此工藝在國內應用較為廣泛,并在市場上占有較大份額。
市場上常用的方法還有油壓機鍛造方法,鍛造效率低,模具壽命低,鍛件精度低,但是設備投入少,工藝簡單,也是鍛造凸輪軸的一個方法。還有平鍛機方法,此方式的飛邊大,消耗大,控制相對要求高,否則會出現大量毛刺或凸輪軸充填不滿現象。

河南省 鄭州市?新密 開陽路南段60號
779364027
0371-60121717
 微信咨詢 關注公眾號
微信咨詢 關注公眾號 在線咨詢
熱線電話
微信咨詢